

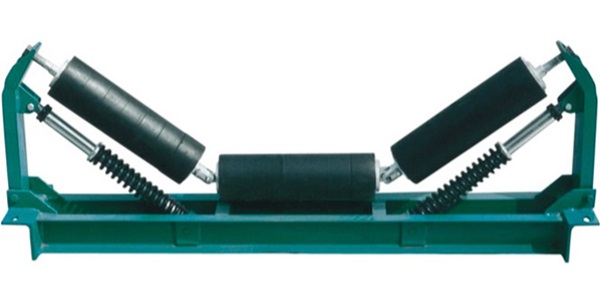
Ahengercsoportaz öv szállítószalag egyik alapvető alkotóeleme, amely felelős a szállítószalag támogatásáért és a futó ellenállás csökkentéséért. Összegyűjtési minősége közvetlenül befolyásolja a szállítószalag stabilitását, élettartamát és működési zaját. A következő részletek A görgős csoport összeszerelésének legfontosabb pontjait négy dimenzióból: előzetes összeállítás előkészítése, maggyelek-folyamat, a szabványosított és hatékony összeszerelési folyamat biztosítása érdekében.
1. Előzetes összeszerelés előkészítés: Fektesse le az alapot és kerülje el a kockázatokat
Az összeszerelés előtt három alapvető feladat - "Anyagellenőrzés, szerszámkészítés és környezeti tisztítás" - befejeződik az előzetes mulasztások által okozott átdolgozás vagy minőségi veszélyek elkerülése érdekében.
1.1 Anyagszámlálás és minőségi ellenőrzés
● Ellenőrizze a görgőcsoport alapvető elemeit egyenként: görgők (beleértve a görgőtesteket, a csapágyházakat, a csapágyakat és az olajtömítéseket), zárójeleket, tengelyeket, rögzítőelemeket (csavarok, anyák, alátétek) stb.
● A kulcselemek minőségi szűrése:
◆ Görgős test: nincs dudor, deformáció vagy rozsda a felszínen; Egységes falvastagság (folt ellenőrzés egy féknyereggel rendelkezésre áll); A csapágyházak mindkét végén szilárdan hegesztve vannak (nincs hamis hegesztés vagy repedés).
◆ csapágyak: rugalmas forgás zavarás vagy rendellenes zaj nélkül; érintetlen pecsét burkolatok (a por és az olaj bejutásának megakadályozása érdekében); A modellek megegyeznek a rajzokkal (például a mély horonygömb -csapágyak 6204, 6205).
◆ Konzpontok: Az anyag megfelel a követelményeknek (többnyire Q235 acél); Nincsenek burrák vagy deformáció a hegesztési ízületeknél; A rögzítő lyukak pontos helyzete (a lyuk átmérője megegyezik a csavarokkal, ≤ 0,5 mm hibával).
1.2 Szerszám és kiegészítő anyag előkészítése
● Alapvető eszközök: nyomatékkulcs (kritikus a csavar meghúzódási nyomatékának biztosítása a szabványoknak), állítható csavarkulccsal, hatszögletű aljzatkulccsal, féknyereg (a méretek mérésére), az érzésmérő (a rések mérésére), a gumi kalapács (hogy elkerüljék a kemény kopogtatott alkatrészek károsodását), a csapágy telepítési szerszámai.
● Kiegészítő anyagok: Grease (a csapágyakhoz, például a 2. számú lítium-alapú zsír, amelyet a csapágy kenéshez használnak), a rozsda-gátló (az összeszerelés után a zárójelek hegesztési ízületeire permetezve), tisztítókendő (az olajfoltok és az alkatrészek porlása).
1.3 Összegyűjtési környezeti követelmények
● A helynek laposnak és száraznak kell lennie, elkerülve a párás környezetet (az alkatrészek rozsdásodása) és a poros környezetnek (a szennyeződések megakadályozása érdekében a csapágyakba való belépés).
● Lakozjon védőbetéteket (például gumi párnák, fa táblák), hogy megakadályozzák a henger testének karcolásait, amelyeket a talajjal való közvetlen érintkezés okoz.
2. Core összeszerelési folyamat: működjön egymás után és biztosítsa a pontosságot
AhengercsoportKövesse a "először szerelje össze a görgőegységet →, majd szerelje össze a tartót → Végül javítsa meg és ellenőrizze". A pontosságot minden lépésben ellenőrizni kell az alkatrészek eltérésének elkerülése érdekében.
1. lépés: Henger egység szerelvény (a mag magja)
A henger egység a görgős csoport "végrehajtó egysége", amely a henger testből, csapágyakból, tengelyből és olajtömítésből áll. Az összeszerelés során összpontosítson a "rugalmas csapágyak és a megbízható tömítés" biztosítására.
1.1 A csapágyak és a csapágyházak összeszerelése
Először alkalmazzon kis mennyiségű zsírt a csapágyház belső falára (a belső falat borító vékony réteg elegendő; a túlzott zsír a csapágy felmelegedését okozhatja).
● Használjon nyomást, hogy simán nyomja be a csapágyat a csapágyházba (az erő alkalmazási pontja a csapágy külső gyűrűjén van; a belső gyűrű megnyomása tilos). Győződjön meg arról, hogy nincs -e különbség a csapágy és a csapágyház között (ellenőrzés egy megfelelő mérőeszközzel, ≤ 0,05 mm réssel).
● Szerelje be az olajtömítést: ágyazza be az olajtömítést (többnyire dupla lipos olajtömítést) a csapágyház horonyjába. Győződjön meg arról, hogy az olajtömítést szorosan rögzítik a csapágy külső gyűrűjéhez eltérés nélkül (hogy megakadályozzák a zsírszivárgást vagy a por bejutását a működés közben).
1.2 A tengely és a henger test összeszerelése
● Átadja a tengelyt (sima felülettel és nincs burr -nál) a csapágy belső gyűrűjén a henger testének egyik végén, és óvatosan nyomja azt a másik végén lévő csapágy belső gyűrűjéhez. Győződjön meg arról, hogy a tengely teljesen rögzítve van a csapágy belső gyűrűjéhez (nincs meglazulás).
● A henger testének forgási tesztje: a henger testét kézzel forgassa; Rugalmasan kell forognia zavarás vagy rendellenes zaj nélkül, és a forgás tehetetlenségének egyenletesnek kell lennie (nincs "dadogó érzés"). Ha zavarás van, szétszerelje és ellenőrizze, hogy a csapágy fordított -e, vagy vannak -e szennyeződések.
2. lépés: A görgős egység és a konzol összeszerelése
A zárójel a görgős csoport "támogatási kerete". A szállítószalag eltérésének elkerülése érdekében biztosítani kell a görgőegység pontos helyzetét a zárójelben.
2.1 A henger egység elhelyezése
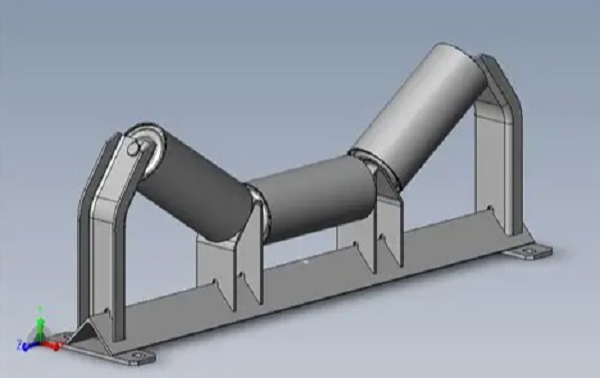
● A rajzok követelményei szerint helyezze el az összeszerelt hengeres egységeket (egyetlen hengercsoport általában 2-5 hengeres egységet tartalmaz; például egy "párhuzamos hengercsoport" 3 egységet tartalmaz, a "Trough Roller csoport" 2 oldalsó görgőt + 1 középső hengerbe) a zárójel rögzítőhálósába.
● Különös figyelmet kell fordítani a vályúhengercsoportra: Az oldalsó görgők és a középső henger közötti szöget (általában 30 °, 35 °, 45 °, a rajzkövetelmények szerint) egy szögvezetővel kell mérni, ≤ 1 ° hibával (a szögváltozás egyenetlen erőt okoz a szállítószalagon, könnyedén az eltéréshez).
2.2 csavar rögzítése
● Átadja a csavarokat a tartó rögzítő lyukain és a hengeres egység csapágyházi lyukain, tegye az alátétekre (lapos mosó + rugó alátétre), hogy megakadályozzák a lazítást), és először húzza meg az anyákat kézzel.
● Használjon nyomatékkulccsal a csavarokat a rajzokban megadott nyomaték szerint (például az M10 csavarok nyomatéka általában 25-30N · m, az M8 csavarok esetében pedig 15-20N · m). Tilos a túlzott nyomaték (ami csavartörést okozhat) vagy nem elegendő nyomatékot (ami működés közben lazítást okozhat).
● Húzási sorrend: Húzza meg szimmetrikusan (például 4 csavart meg kell húzni egy „átlós szekvenciával” a zárójel -deformáció elkerülése érdekében).
3. lépés: Általános ellenőrzés és beállítás
Az összeszerelés után végezzen általános ellenőrzést az eltérések időben történő helyesbítéséhez:
● Használjon egy szintet a zárójel alsó felületének észlelésére: Ellenőrizze, hogy a konzol vízszintes -e (vízszintes eltérés ≤ 0,5 mm/m). Ha ferde, állítsa be a tömítéseket (helyezze a tömítéseket a tartó aljára; a zárójel kényszer hajlítása tilos).
● Ellenőrizze a görgős egységek párhuzamosságát: a vályú oldalsó hengereihengercsoportA középső henger mindkét oldalán szimmetrikusan el kell osztani, ≤ 0,3 mm/m párhuzamos hibával (detektálási módszerrel detektálva: húzzon egyenes vonalat a görgők mindkét végére, és mérje meg a hengerek és az egyenes vonal közötti távolságkülönbséget).
● Forgassa el újra az összes hengeret: Gondoskodjon arról, hogy az összes henger rugalmasan forogjon az "egyéni zavarás" nélkül. Ha elakad, szétszerelje és ellenőrizze a csapágyak vagy tengelyek összeszerelését.












